

安装方法 (SAPC, SAPA)
- 轴和轴套内圈必须保持清洁去除灰尘、油渍。
- 铝合金材质A.P. Lock无需涂抹机油。
- A.P. Lock,与轴先对准后再插入到轴套中。
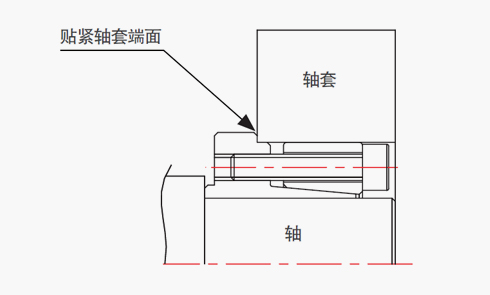
- 请确认Hub的边角与A.P. Lock的法兰部位正确贴紧。
- 确定轴和轴套的相对位置 (请使用游标卡尺等测量工具)。
- A.P. Lock无法顺畅的塞到轴套时,将螺栓稍微拧松或者轻轻敲击塞进。
(※ 严禁使用强力对产品施加冲击。)
▲ SAPC-Series安装范例
(※ SAPA安装方式与SAPL-ASeries相同。) - 利用正确锁紧方法来固定。
- 使用扭矩扳手以相同的扭矩(锁紧扭矩的¼)锁紧螺栓。
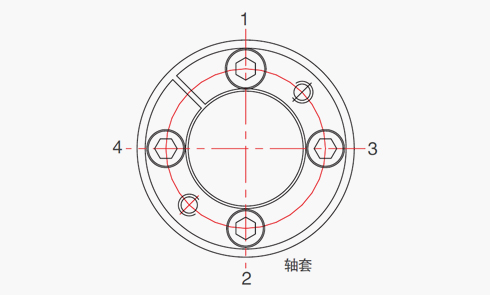
- 请务必按照图示顺序来锁紧螺栓。
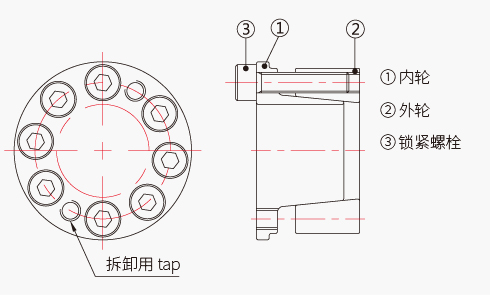
- 请确认外轮法兰部位和轴套是否贴紧。
- 2次锁紧时以锁紧扭矩½扭力锁紧(对角线顺序锁紧)。
- 最终锁紧时按样册中锁紧扭矩锁紧。
拆卸方法
- 请先去除施加在轴和轴套的外部负载扭矩/轴向推力。
- 卸掉链条,皮带等负载。
- 以安装时的螺栓锁紧顺序拆卸螺栓。
- A.P. Lock无法拆卸时.请利用拆卸用螺纹孔。
重复使用
- A.P. Lock可以进行重复使用。
- A.P. Lock面压大于轴或轴套的临界硬度时,会使轴/轴套变形,会成为A.P. Lock变形的原因。
注意事项
- 温度范围 : - 30℃ ~ + 200℃
- 请务必使用扭矩扳手锁紧螺栓(锁紧扭矩请参考产品参数表)。
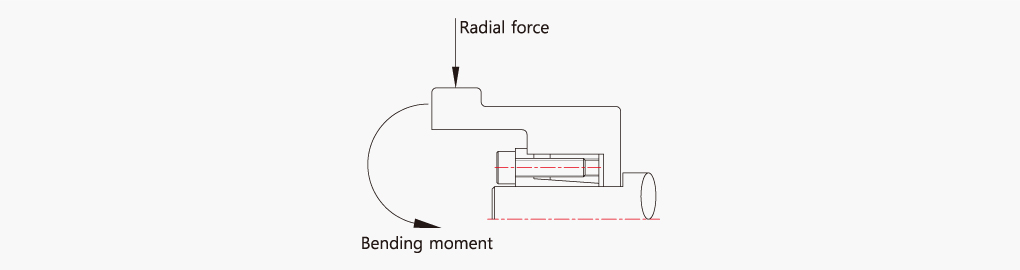
- 胀紧套 改成 A.P. Lock对抗弯力矩能力低。
- 锁紧之前如果没有涂抹机油进行润滑,会导致传达扭矩降低25%左右
(无法使用机油的环境(真空等),请勿使用)。 - 轴上加工了键槽的情况,因接触面积的减少锁紧力也会相应减少20%。